API 622 Corrosion Test
API 622 corrosion test provides methods for evaluation of "cold"and "hot"corrosion caused by the packing.
5. 1 Corrosion Test Overview
The corrosion test provides methods for evaluation of "cold"and "hot"corrosion caused by the packing. It also provides a means for evaluating the effect of inhibitor systems and valve stem metallurgy combinations with respect to corrosion rate and weight loss.
5. 2 Pre-Test Requirements
Packing sets submitted for corrosion testing shall have an accompanying materials analysis providing details for each style of packing contained in the set. Details shall include:
a) primary material used in manufacture,
b) type of corrosion inhibitor(s),
c) inhibitor content by weight,
d) method of application and distribution of inhibitors in or on the packing (such as active or passive), and
e) packing test specimen size shall be identical to that required for leak testing.
5. 3 Ambient Corrosion Testing
5. 3. 1 The ambient corrosion testing vessel shall consist of an enclosure large enough for containment of several sample fixtures. The enclosure shall be equipped with a shelf or rack suspended above a liquid bath as shown in Figure 5.
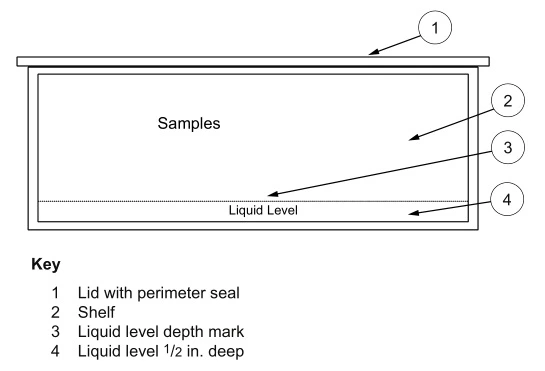
Figure 5—Corrosion Test Vessel
5. 3. 2 The compression fixtureshall be as shown in Figure 6.
5. 3. 3 Prior to the start of corrosion testing, the compression fixtureshall be: a)cleaned in an ultrasonic acetone bath, and
b)adjusted so as to provide a 30 MPa(4350 psi)±0. 69 Mpa(100 psi)compressive stress on the test packing.
5. 3. 4 Prior to assembly of test set, packing samples shall be wetted by soaking in de-mineralized water for 24 hours, creating a damp environment at ambient temperature, 22 ℃±11 ℃ (72 °F±20 °F).
5. 3. 5 The test vesselshall be filled to a level of 1. 27 cm (0. 5 in. ).
5. 3. 6 Test samples shall be assembled on the compression fixtures and placed into the ambient corrosion test vessel.
5. 3. 7 The test packing shall be installed around a test specimen(metal ring), representing the valve stem material being evaluated.
a)Sample steel rings shall be machined from metal rods having the same properties as the finished valve stem. A common materialselection is 410 stainless steel (13 %Chrome).
b)Nominal dimensions of the machined sampleshall be according to MSS SP-120.
c)Nominal finish shall be 0. 4 μm Rato 0. 8 μm Ra(16 μ-in. Ra to 32 μ-in. Ra).
5. 3. 8 The duration of the test shall be 28 days.
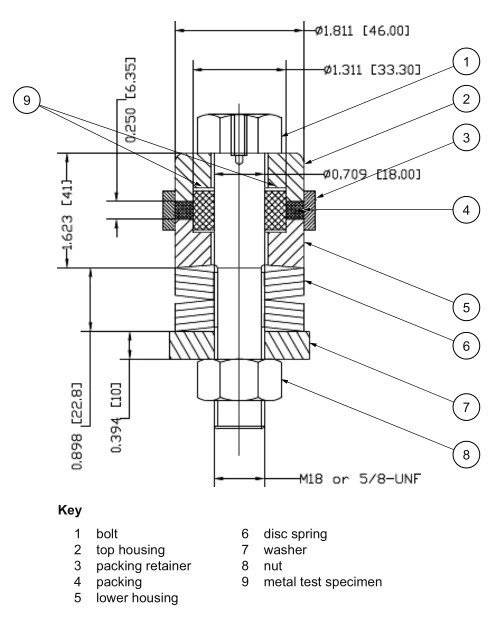
Figure 6—Compression Test Fixture
5. 4 High Temperature Co rrosion Testing
5. 4. 1 The high temperature corrosion test rigshall provide a heated chamber for multiple individual test fixtures containing samples of metal and packing. See Annex C and Figure C. 1.
5. 4. 2 The housing shall be equipped with electric heating elements or a heater blanket that surrounds the outer periphery of the device, and allows for insertion of multiple test fixtures (see Figure 7 and Annex C).
5. 4. 3 Each test fixtureshall be equipped with a vapor feed line, providing constant replenishment of fluid to the test samples.
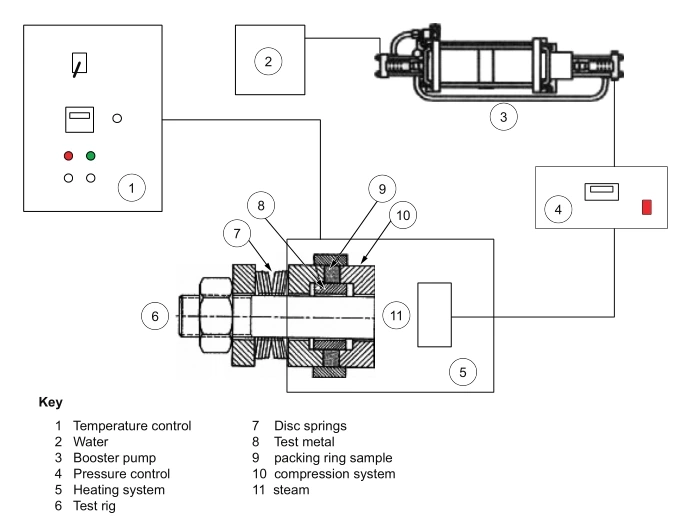
Figure 7—High Temperature Corrosion Test System
5. 4. 4 Prior to the start of corrosion testing, the compression fixture shall be adjusted so as to provide a 30 Mpa (4350 psi)compressive stress on the test packing.
5. 4. 5 Packing samples shall be subjected to demineralized water at a test temperature of 149 ℃±17 °℃(300 °F ±30°F). The water pressure shall be maintained at 45 bar±2. 25 bar (650 psig±32. 5 psi).
5. 4. 6 The duration of the test shall be 35 days.
5. 5 Corrosion Test Reporting
Corrosion test data shall be reported on the Corrosion Test Data Sheets provided in Annex A. 2 and Annex A. 3. The reportshall include the following information:
a) photographic record of each sample at 100X and 200X magnification;
b) descriptive report on the estimated degree of stem and shaft pitting in ten percent increments of the surface area that shall include the mean pit depth and the maximum pit depth;and
c) descriptive report on the estimated degree of adhesion in ten percent increments of surface area.